
In this interview with The Textile Magazine, Hans Wroblowski, Sales Director (SEA), Monforts, highlights the latest technologies and solutions introduced by the company while also revealing how India plays an important part in its growth strategy
How was the year 2022 for Monforts?
It’s been a very successful year for us. At a time when energy prices continue to soar for textile manufacturers virtually everywhere, we remain committed to our focus on faster and more efficient technologies that minimise the use of all resources. We have maintained a healthy order situation and despite the ongoing supply chain difficulties we have managed to meet all delivery times and fulfil our service programmes with the assistance of our local representatives in all the markets. This includes, of course, the A.T.E. Group, which has played a crucial role in the success of Monforts in India for many years. A key focus has been on the energy and heat recovery that can be achieved with Montex stenters and our other established technologies for the finishing of fabrics. We have developed a range of options for improving the energy efficiency of our lines, both incorporated into new installations and to be retrofitted into those already in full operation.
How important is the Indian market and how has been the growth for you in this market in recent years?
India is a major market for us and we have long-standing relationships of mutual trust with many of the leading textile manufacturers, who appreciate our ongoing service programmes. Among our recent installations in the country, we have provided new lines to companies such as Arvind Limited, Auro Textiles, Birla Century, Himatsingka Seide, Nahar Textiles, Nitin Fabrics, Premier Fine Linens and Vardhman Textiles. As our representative in India, A.T.E. Group has proved the perfect partner in installing and commissioning Monforts’ machines, with its service team working side by side with our own engineers to ensure the machines fully meet every customer’s expectations. A.T.E. Group has also invested in the training of sales and service staff on Monforts’ technology.
What is the current product range offered by Monforts for the Indian market?
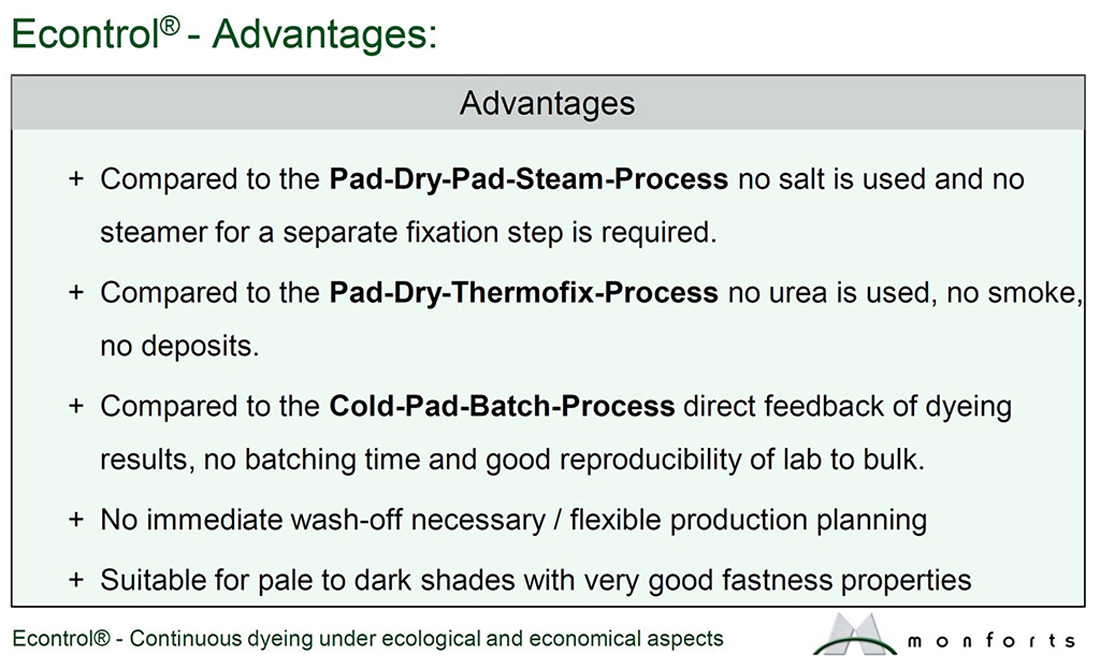
Our entire range is available for India’s manufacturers but there has been a notable take-up of our Eco Line concept for denim in recent years. Econtrol® is a pad-dry process employed in Monforts’ continuous dyeing. With reactive dyes for 100% cotton or the Econtrol®T-CA solution for reactive combined with disperse dyes in particular, the improvement in both dyed fabric quality and dye fixation is considerable along with significant savings in energy and time due to the combined bleaching and padder fixation.
With the Indian government’s increased focus on textile manufacturing, offering special incentives for new investments, what is your expectation on growth in textile manufacturing and exports in India?
These incentives should help our Indian customers considerably, and we see big opportunities particularly in the production of technical textiles. Diversification is the key in today’s competitive textile market and we can provide modern and future-oriented range configurations and technologies from a single source to allow our customers to produce unique and highly-differentiated new products. The ATC Advanced Technology Centre and our technology team in Mönchengladbach offer customers not only opportunity to test new fabrics but also to optimally prepare and train customer staff in the latest mechanical engineering and process technologies.
One special development is the Montex XXL stenter system for the production of technical fabrics in widths of up to 6.8 metres. Among the products made on this system are treated nonwovens for the geo-textiles and filter media markets, tarpaulins, advertising banners, black-out curtains, membranes, and many more. Meanwhile, on Montex©Coat coating lines the possibilities range from the single-sided application of finishing agents for outdoor clothing and adding functionality to home textiles to the creation of materials for sophisticated lightweight construction and automotive and aerospace components.
Sustainable textile manufacturing is not an option anymore. It is the only way to manufacture. How are you ensuring that the products and technology you are offering support your customers in achieving their sustainability goals?
We supply customers involved in the manufacture of a wide range of end-use products and the emphasis is always on maximising production efficiency and minimising the use of natural resources. Our machines are known for their robustness and long service life, but the retrofitting of specific modules with new control and drive technology – going far beyond the basic replacement of spare parts – can also have a significant impact on the performance of an existing line. This is especially the case in achieving further energy savings. To cite an example, consider the company’s universal Energy Tower.

This is a flexible, free-standing air and air heat exchanger for recovering heat from the exhaust air flow of thermal processes and can result in up to 30% reduction in the energy consumed by a line, depending on the controlled exhaust air volume and operating temperature. Further, the CDR or Econtrol® dyeing ranges’ solution leads customers to a more sustainable and efficient dye process. The Monforts’ Eco Booster, which is now completely integrated into the chamber design of the latest Montex stenter, is another retrofitting option. This single state-of-the-art heat recovery system with automatic cleaning can be added to existing ranges of up to eight chambers to achieve significant energy savings.
Finally, what is your company’s future vision and growth plans? Will India be an important part of your global strategy?
India will always be a major market for Monforts and we will continue to develop our machine programme based on the always valuable feedback from our Indian customers. We are looking forward to reconnecting with many of them and to welcome visitors to our stand at ITME in Noida this December.