In 1828-1829 John Thorp created the first ring spinning machine in the United States. Since that moment ring spinning became the benchmark in spinning, and it continues nowadays.

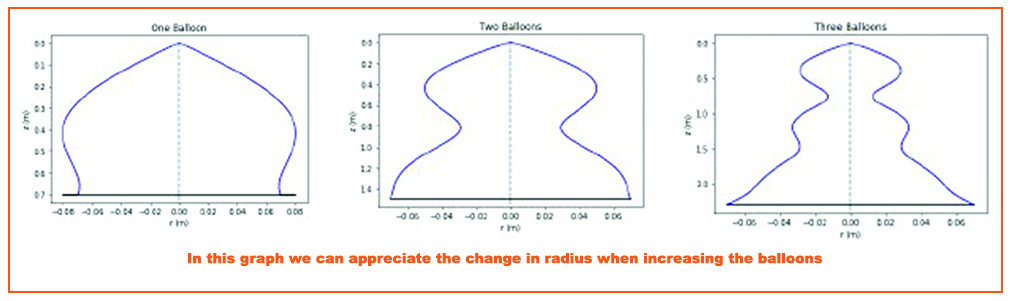
The principles of ring spinning are well known, but is worthy to remember its boundaries, related to the behaviour of the one balloon created as a revolution figure while the yarn winders around a bobbin. This “one balloon” behaviour is that the higher the velocity the higher the centrifugal force and, as a result, the higher the yarn’s radius.
High radius means less machines per unit area, hence less productivity. To solve excessive ring radius, its used higher-mass travelers so as to increase tension. But high tensions mean worse bobbin quality and less productivity due to constant yarn breakages. So the machine’s productivity is limited to its maximum velocity such that tension and yarn radius is kept below some threshold.
To increase speed, we need to reduce the balloon diameter, so the control ring was next step. However, the control ring is not a definitive solution at all since it has some problems such as the friction and the increase in tension, which causes additional yarn breakages and hence less productivity and quality in the final.
New solution to an old problem
Later it had been found that if distance from front roller and ring rail (h) is increased a bit further from an “unstable region”, the yarn sort of suddenly decrease the radius at the middle of the vertical path, generating a minimum and two maximums radius over the whole shape.
This behaviour repeats as height is further increased, and the tension in tension-minimums falls as the number of balloons grows. This reduction of tension through reduction of radius produced by creating multi balloons led to a theory studied and developed by some scientists and technologist, but never was able to be effectively applied in the industry.
Spinhole technical department worked to Understand the phenomenon and apply to industrial machines and developed a method to find a way to detect where the stable regions are. That way we made possible to work with more balloons with less radius, which leads to less working tension, which at the same time leads to an increase of the spindle’s speed without increasing end breaks.
The smaller radius has an additional advantage, the traveller can be much lighter, which implies a reduction in the energy consumed by the machine. The influence of the weight of the cursor in the reduction of energy can be found in the doctoral thesis of Dr. Soliman Hosny Ali (1963)
But textile turning causes enough tension changes for the balloons to self-adjust their shape which leads to continuous changes in balloon shape. Then, to avoid undesirable results of the continuous movement of balloons due to self-adjustment, the tension control system (EMB) was developed. This device is the game changer that allows the adjustment of all the parameters to obtain optimal results.
This tension control system allows Spinhole to adjust perfectly the balloons shape, and now we can effectively recycle the energy saved with lighter traveler to get higher speed from spindles thanks to the multiballoon technology, without compromise nor quality neither working conditions.
Enforcements
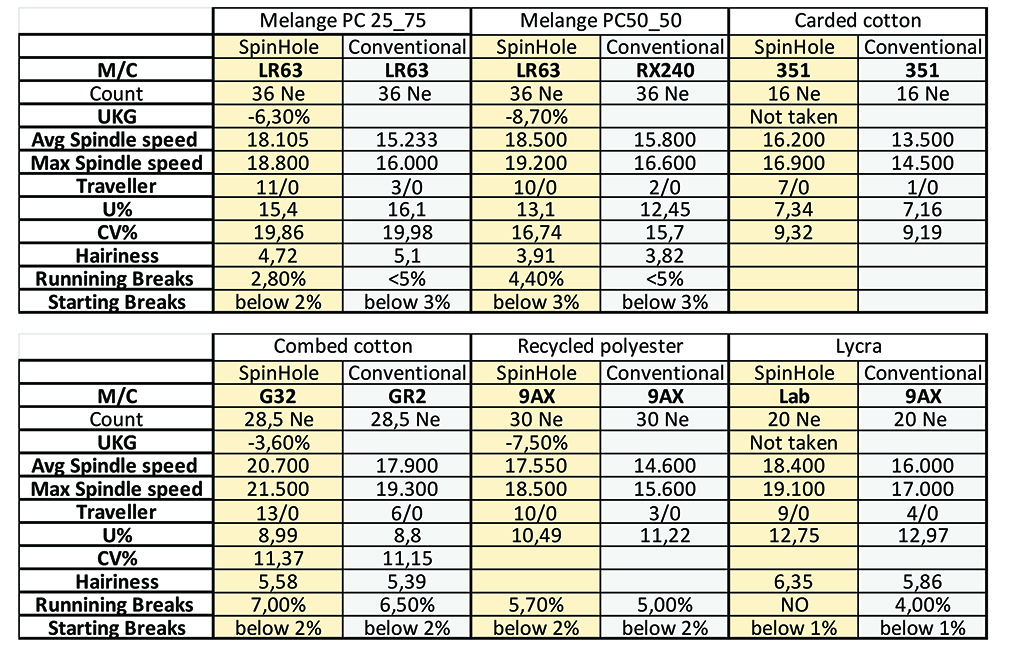
Spinhole, the multiballoon technology has already been tested successfully with combed cotton, compact combed cotton, Polyester, PC melange, cotton melange, Viscose, PV… It has also been tested with Lycra, showing great results.
Some of the basics results obtained can be seen in next sheets:
Conclusions
After many tests with different raw material, is possible to conclude that the Spinhole system allows:
a) Speed increase in a range between 15% and 20%,
b) Reducing UKG in a range between 3,6% and 8,7%
c) Maintains all quality parameters and working conditions with similar values