
Energy-saving is on everyone’s lips, whether in the household or in industry. It is a key factor in yarn manufacturing costs. In ring spinning, energy costs account for more than 25 per cent of production costs. Energy savings of 10 per cent here mean a reduction of 2.5 per cent in customers’ yarn manufacturing costs. Rieter is continuously working to reduce energy consumption, and recent comparisons show significant savings versus other suppliers.
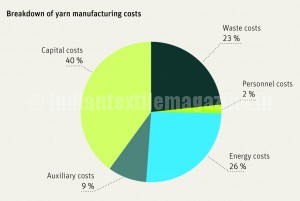
The importance of energy costs is obvious from a study of the manufacturing costs of ring-spun yarns, taking an Ne 30 yarn in Asia as an example in this case (Fig. 1). They are the second-largest item (26 per cent) as a proportion of total costs, after total capital expenditure on buildings, machinery, spare parts and accessories, and before waste and auxiliary costs and personnel expenses.
Rieter’s calculations are always based on the cost per kg of yarn produced. In a comparison with other suppliers, the speeds, availability, maintenance effort and service life of the machine must therefore always be taken into account. For example, many Rieter customers operate their ring spinning machines at speeds 10 per cent faster than machines of other suppliers.

Superior efficiency at maximum speeds
High-quality components, resolute, purposeful developments and ideally designed software effectively help to reduce energy consumption and thus yarn manufacturing costs. Accessories enable the energy consumption of Rieter machines in spinning mills to be predicted accurately. Maximum loading of elements such as motors, inverters, etc., is already taken into account during the design process in order to enable higher speeds to be achieved. In certain cases this results in higher installed power, but indisputably lower energy consumption per kilogram of yarn produced. The procedure also takes into account the fact that the motors are always operating in the highest efficiency range.
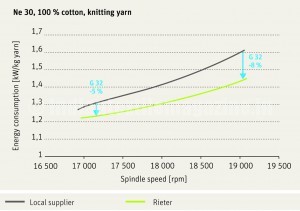
A clear disadvantage of higher speeds is the physically inevitable increase in energy demand. This rises by the square of the rise in speed. Rieter can therefore only influence the level of the curve and does this very successfully (Fig. 2).
Customer’s comparison confirms the low energy consumption of Rieter ring spinning machines. Rieter has been able to demonstrate impressively the advantages of its machines in a comparative trial in China during the past year. All leading ring spinning machinery manufacturers have been involved. With constant outline parameters for all participants, there were differences in spindle speed, yarn quality and numbers of ends down. The differences in energy consumption were even greater than the differences in spindle speeds achieved. The yarn count range was medium to fine; spindle speed was raised as high as possible without having a negative impact on the yarn quality or increasing the number of ends down. The main points are dealt with in detail below.
Energy consumption affected by tube length
One competitor used special, shorter-format tubes in order to reduce energy consumption. This is a very efficient approach, since most energy is required to drive the cops. If a shorter tube is used, less yarn and thus less material has to be driven on average. Hosny A. Soliman conducted the fundamental investigation at FIT in Zurich for Rieter. This study showed that energy consumption per kg of yarn is more than eight per cent lower if the tube, i.e., winding height, is 20 mm shorter.
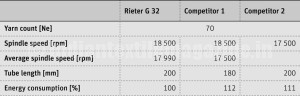
Despite this advantage, this competitor consumed 12 per cent more energy than Rieter’s ring spinning machine. As a result of the shorter tubes a lower mean production speed was achieved with the same maximum speed, since the cop carrier accounts for a larger proportion of the yarn mass. This results in an average rotation speed 500 rpm lower or 2.8 per cent less output. The more frequent cop changes reduced efficiency by a further three per cent. To summarize, this competitor required 12 per cent more energy at a comparable quality level and lost more than three per cent output (Fig. 3).
Higher speeds on Rieter ring spinning machines
Competitors found it difficult to equal Rieter’s spindle speeds. A European supplier achieved a maximum speed of only 17,500 rpm and thus approximately six per cent lower output with his locally manufactured model. Since 11 per cent more energy per kg of yarn was already required at this lower speed, this can be extrapolated with a further nine per cent to Rieter’s level, producing a total difference of 20 per cent.
Each of this competitor’s spindles therefore delivered six per cent less output with 11 per cent higher energy costs. If the speed of Rieter’s machine is reduced to the same level, energy costs are 20 per cent lower, equivalent to approximately eight per cent lower yarn manufacturing costs for the Rieter ring spinning machine.
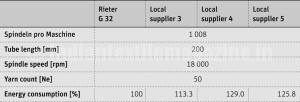
Asian competitors’ ring spinning machines displayed even higher energy consumption (+14-29 per cent) at lower production speeds (Fig. 4). Since these suppliers’ customers accepted higher numbers of ends down and lower yarn quality, a compromise always had to be found between spindle speed, quality requirements and energy consumption.
 Maximum compacting with minimum energy use
Maximum compacting with minimum energy use
The differences in energy consumption are even clearer in the compacting process. It is well known that most compacting systems employ aprons as well as operating with independent vacuum generators for compacting and extraction. Several operate with one unit per section with approximately 0.5 kW installed power, in addition to normal extraction for the extraction tubes. Others use a centralized unit which is rather more efficient.
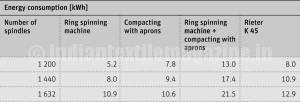
All apron solutions require an effective minimum compacting output of six watts per spindle (7-10 watts were also measured). If this is extrapolated to the machine as a whole with 1,632 spindles, the outcome is almost 10 kW for compacting alone, in addition to normal extraction.
Rieter’s solution is distinctly different here. A solid metal cylinder is used as the compacting unit rather than aprons that are susceptible to wear. However, the low energy consumption is an even greater advantage. Rieter is well known for its large-format duct with an ideal cross-section. This enables the duct to be used for both extraction and compacting, which is an enormous advantage with regard to energy consumption.
Only an additional 2 kW for extraction are required for 1,632 spindles compared to a conventional ring spinning machine. This results in an advantage of at least 8 kW per machine compared with other systems, equivalent to more than 10 per cent of the total consumption of the compact spinning machine (Fig. 5).
Rieter’s K 45 compact spinning machine has even more to offer. Top-quality compacted yarn is produced even at speeds that are often 10 per cent higher than those of other compact spinning machines or conventional ring spinning machines. Spindle speeds 10 per cent higher mean at least 10 per cent higher output with little maintenance and wear compared to other suppliers.
Rieter, the only manufacturer of all four spinning systems, incorporates know-how from all machinery sectors in its machine development in order to achieve the very best for its customers. Top-quality yarn at maximum speeds is only one argument here. Added to this is the lowest energy consumption for a further reduction in yarn manufacturing costs.
Rieter also sets quality standards at high production speeds – a further key element underpinning Rieter’s slogan “The Comfort of Competence”.