
Power-Heat-Set’s long history of integrity and honesty has always been the basis for the way the company conducts its business. In the interest of fairness, the company is only too eager to present its viewpoints in an objective and scientific way. While it recognises competition, it cannot accept incorrect information targeted at discrediting its machines.
Here is a serious and genuine attempt by Power-Heat-Set to stoutly defend the competence and worth of its high-tech machines and systems and carrying conviction with the customers by refuting the unfair arguments advanced by the rivals in the field against its claim of high success with its machines.
The myth: “Saturated steam enables heat-setting right in the middle of the yarn (durable effect) and not merely at the periphery (unsteady effect).”
The reality: This unsubstantiated implication that the “heat-set effect” on yarn with over-heated steam is not durable or is “unsteady” is simply untrue. Both heat-set methods – overheated steam and saturated steam – heat-set the yarn from the outside to the middle equally.
Yarn consists of many filaments which have room/space between them. Therefore the steam needs to go to and through all filaments for heat setting. Steam from both systems goes easily through all filaments of the yarn.
Myth: “The heat-setting under saturated steam is performed at low temperatures, which is important for PP having a melting point close to 130ºC.”
Reality: PP (Polypropylene) has a melting point between 160º and 165ºC. Heatsetting of PP on Power-Heat-Set equipment is normally accomplished between 130º and 145ºC, so the actual melting point is never approached. It is very important to note that there are major differences among materials like PP, PA and PET, both in how heat set takes place and in the effect of heat set on each fiber type.
PP is hydrophobic and does not absorb any moisture. Therefore, the only function of steam is transporting the temperature to the yarn filaments. The temperature itself is performing the heat setting. There is no need to use saturated steam (wet steam) for heat setting because it does not make any difference in the heat set effect when compared to overheated steam. With overheated steam, the dew point can be set, resulting in major energy savings.
Steam consumption for heat setting PP with overheated steam is less than half the consumption required for heatsetting PP with saturated steam.
The heat set temperature for PP of saturated steam is only slightly lower than it is with overheated steam in a range of 3°C to maximum 17°C.
The pinpoint (tip definition) for PP heat set with overheated steam is even better than with saturated steam and can be adjusted along with the heat set temperature used. Only with overheated steam can PP yarns be heat set to have more bulk or very small pinpoint.
 Myth: “The other system consists of six different feeding heads with as many causes of qualitative variations.”
Myth: “The other system consists of six different feeding heads with as many causes of qualitative variations.”
Reality: There is no risk of quality differences in the overheated steam system because there is one condition in the heat set chamber where all six belts (channels) are running. All yarn on all six belts is definitely getting the same heat set temperature and steam condition. In fact, having six separate channels is a major advantage when lot changes or multiple small lots are being processed. In the growing world of solution dyed yarns, it is well known that yarns which are exactly the same, except for color, process best when the colors are not mixed in heatsetting. Keeping colors separated is easy on a machine with six channels.
Myth: “Heatsetting with saturated steam creates a complete molecular restructuring for carpets dyed in pieces, enabling reduction in the dyeing cost”.
Reality: Synthetic fibers, PA6, PA6,6 and PES, can be divided into two fiber domains – the crystalline (organized) and the amorphous (unorganized). In crystalline domains, physical forces of attraction are acting between the closely parallel lines of polymers. These forces acting transversely to the fiber axis make up the closeness of a fiber. If tension is applied to the fiber, these forces prevent breaking of the fiber.
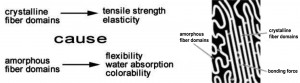
In contrast, the amorphous fiber domains act like links of the fibers. They are responsible for the flexing strength of the fibers. Additionally, the amorphous fiber domains make it possible for water or dye to enter. Where heatsetting makes it easier for the dye to enter the yarn, it also makes it easier for other undesirable stains like dirt to enter the yarn. What initially seems like an advantage in processing becomes a huge disadvantage in performance, carpet life and eventual customer satisfaction.
During steaming, heating of the fiber causes its molecules to start oscillating. Oscillation that can be influenced by the degree and the period of heating dissolves the electric bond forces in the fiber, first in the amorphous domains and later in the crystalline ones and at last in the polymers. During drying or cooling of the fiber, the binding forces are rebuilt without having tensions in the inner part.

With synthetic fibers, reduction of the binding forces takes place only between the so-called deformation point (start of changing the firm – solidified – amorphous fiber domains into a visco-elastic easily deformable state) and the distortion point (the crystalline fiber domains change into a viscoelastic state, too) which is in a relatively high temperature range.
Nylon is hydroscopic, and absorption of water changes some of the material’s properties. For example, glass transition temperature is made lower and the crystalline structure is opened more than it is with overheated steam.
This is the main reason why you get high shrinkage, smaller tip definition and higher color absorption with lower temperature when using saturated steam. On the other hand, using overheated steam, you get the properties like
* Less shrinkage
* More bulk
* Very soft touch
* Nil moisture expansion
* Resistance to stain, microbes, fungi, protoplasm, fats, wax, etc.
* Good coverage and therefore no need for carpet
* Less color absorption and therefore saving of dye
* Accelerated drying.
There are many proven physical and chemical advantages from heat setting PA and PES with overheated steam as opposed to using a heat-set method employing saturated steam.