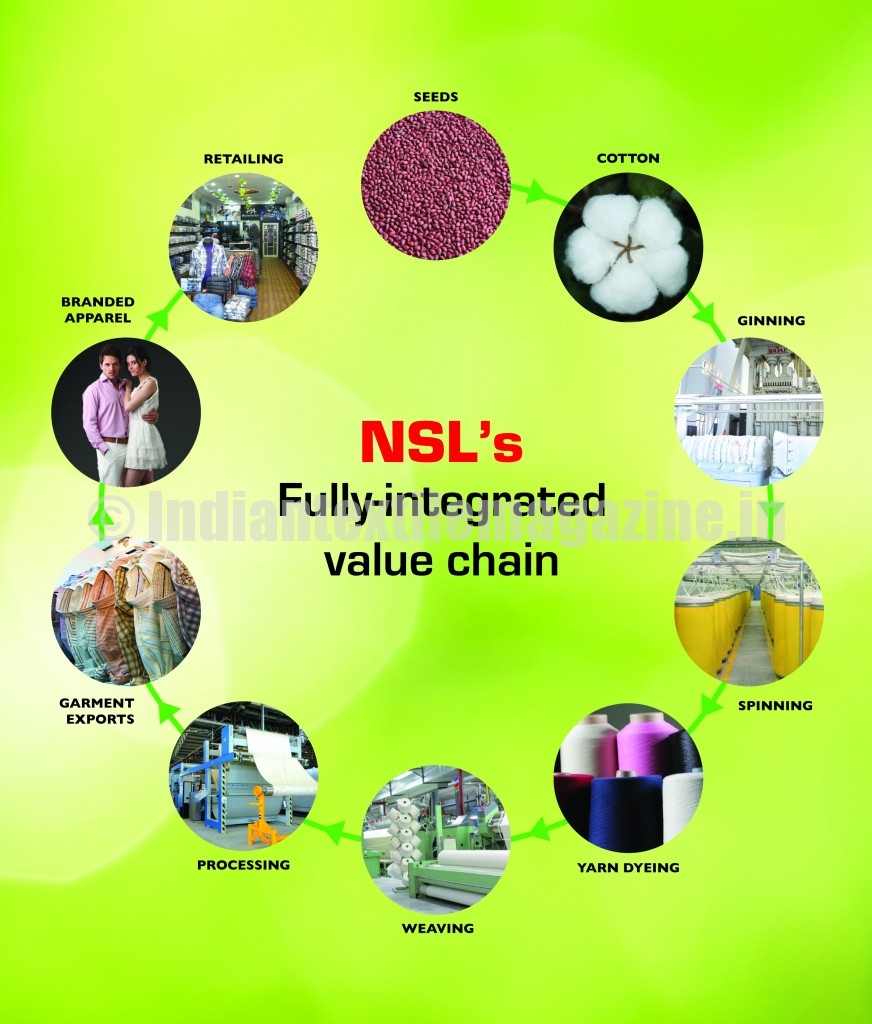
Present all along value chain, from seeds to garmenting

NSL Textiles Ltd. (NSLTL) is an integrated textile player based in and around Guntur district, the major cotton producing belt in Andhra Pradesh. As an entity, NSLTL commenced commercial operations in 2003. NSL Textiles (Edlapadu) Ltd. and Prabhat Industrial Corporation Ltd., two of the group companies in related business, merged with NSLTL with effect from April 1, 2010, and February 1, 2011, respectively. The amalgamated entity has 2.43 lakh spindles, 3744 rotors, weaving capacity of 650 looms, fabric processing capacity of 115,000 M/day, yarn dyeing capacity of 15 tons/day and garment manufacturing capacity of 7,500 pcs/day. Thus it is a fully integrated player in the cotton industry.
Apart from it, Anantlaksmi Spinning Unit, a subsidiary of NSL Textiles, has 0.32 laks spindles, and Marigold Industries, which is a sister concern of NSL Textiles, has garment manufacturing capacity of 7,500 pcs/day.
The group spans the entire value chain, right from the cottonseed to cotton, yarn, fabrics and garments. NSLTL has reported an operating income of Rs. 700 crores in 2011-12 as against Rs. 574 crores and Rs. 202 crores respectively in 2010-11 and 2009-10. This is expected to hit Rs. 1,300 crores in 2016.
The NSL Group is a Rs. 5500-crore conglomerate having interests in seeds, infrastructure, power, sugar and textiles. The parent company Nuzeevidu Seeds Ltd., is the largest seed company in India with a turnover of Rs. 900 crores for 2011-12. Its cotton seeds hybrid varieties – Bunny BT and Mallika BT – are household names in rural India. The group Chairman, Mr. M. Prabhakar Rao, is a great visionary and has been solely responsible for this diversification. His vision: “We at NSL aspire to become Asia’s leading, most innovative and eco-friendly player in a domain spanning natural fibres to affordable fashion, driven by the backing of our group strengths and entrepreneurial skills”.
Ginning
Headquartered in Hyderabad, an IT and pharma hub in Andhra Pradesh, NSL’s business operations start from choosing the right raw material, i.e., cotton commonly known as kappas. The company has a highly experienced team, especially for kappas procurement, whose responsibility is to check the quality of cotton supply right from the fields. Stringent quality norms followed during the procurement stage allow them to pick the best quality kappas for ginning.
Today NSL Textiles Division operates four ginning units with 184 gins and production capacity of 1,300 bales/day. All the ginning units are fitted with automated systems with pre-cleaners. Highly efficient humidification plants help in maintaining the optimum levels of humidity in all the ginning units. The result is high quality cotton lint, which is the most important ingredient in various stages of textile value chain.

Spinning
The very first spinning unit was acquired in 2003, marking NSL’s entry into the textile world. Now, even before a full decade has passed, NSL has spinning units at five different locations (including the subsidiary company Anantlakshmi) having close to 2,75,000 spindles.
In an exclusive interview, Mr. Ajay Kumar Paturi, Director of NSL Textiles Ltd., said: “NSL aims to be among the largest premium fine count cotton spinner in the world within the next 5 years”.
NSL’s spinning division offers its customers a wide range of yarns: single-ply 20s to 100s. Moreover, they have greater servicing flexibility and can offer a wider product mix. Today, approximately 20 per cent of their yarn is exported. This is proposed to be raised to 30 per cent by 2014.
The manufacturing facilities are all strategically located in the cotton producing belt in the districts of Krishna, Cuddapah, Prakasam and Guntur. Added to that is the close relationship that the NSL Group enjoys with cotton farmers. As a direct result, the company is able to source top quality cotton at the right time.
NSL has invested heavily in latest technology in its endeavour to maintain quality and lead time commitments. Continuous modernization of its mills is the key factor that helps NSL stay at par with the best the industry has to offer. In all the spinning mills, the entire yarn production capacity is auto-levelled, auto-coned and spliced with siro cleaners to eliminate contamination at various stages in process.
Imported machines from Switzerland and Germany used at various stages are a direct result of the commitment in maintaining top quality standards. Special care is taken at every possible stage to trace and remove impurities/foreign matters. Highly efficient blow rooms with special mixing equipments ensure minimum levels of contamination in the final product.

Weaving
NSL aspires to weave top notch fabrics from its manufacturing facilities deployed with the most advanced machinery in the industry. The entire manufacturing process and all the plant layouts have been engineered to ensure safe, reliable and smooth material flow from raw materials to the despatch of the finished grey fabric.
Currently, NSL Textiles operates three weaving units consisting of 650 modern looms leading to a production capacity of a massive 40 million m/annum. Under its roof rests unparalleled air-jet technology provided by Picanol and Dornier machines, making it possible to lend a flawless finish to their products making them one of the preferred choices of many local and international garment manufacturers and processing houses.
NSL assures all its textile units uninterrupted quality power supply to ensure consistency in quality and in meeting delivery schedules on time. All the weaving units are equipped with 1.5 times the required capacities of utilities like air, steam and humidity controls to ensure maximum utilization of the looms.
Qualified supervisors and experienced technical experts help ensure the smooth flow of the fabric till the final stage. In addition to in-house manpower, the manufacturing units are equipped with highly efficient real time process control systems known as the Loom Data System which analyzes in detail the operational data and immediately takes precautionary action.

All its weaving units have separate quality control laboratories to ensure inspection of its 100% fabric output. Moreover, NSL has integrated its weaving process with their own spinning vertical to give themselves complete control over the inputs, thus leveraging the funda of ensuring continuous supply of the highest quality products within stringent timelines.
With huge production capacities and massive workforce to handle them, NSL Textiles is gearing up to offer customers a very wide range of fabrics, including solids, yarn-dyeds and printed fabrics for top as well as bottom-weights. The range covers basic poplins, twills and oxfords, fancy structures such as herringbones, chinos, tussores, combination weaves and dobby designs.

Processing
NSL’s processing unit is equipped with the latest 12-colour rotary printing facility, the Luscher laser engraver and high-end finishing machines. Its Chandole processing unit is located in the heart of a rice-farming area: a showcase of how the industry can live in perfect harmony with nature. The unit has a total processing capacity of 115,000 M/day and yarn dyed production at close to 15 tons/day.

The unit has an advanced ETP system to ensure zero discharge, and a range of energy-saving devices that help deliver 360-degree environmental program in tune with the future. Apart from this, many machines in the processing plant are fitted with energy saving devices such as heat recovery systems, reaffirming the company’s commitment towards reduction of carbon footprint. The Chandole plant is equipped with state-of-the-art machines along with the fully automated chemical dispensing system.
The textile major has imported a lot of machines from Italy, Germany and Switzerland proving the possibility of maintaining European standards on the Indian soil. The massive processing plant is considered one of the biggest processing units in South India consisting of latest technology high-end finishing machines for sueding, calendaring and airo wash, apart from the standard processing machines.
Seasoned supervisors and a well-experienced workforce oversee the operations under the guidance of a supportive management. Finally, integration of the processing with their spinning and weaving vertical allows NSL to have a better control over the inputs leading to supply of best quality products in reasonable time.
NSL takes up orders for international garment brands like Zara, Marks & Spencer, NEXT, Tom Tailor, Giovanni Galli, etc., and in the domestic market, it manufactures garments for TWILLS, Turtle and many others.

Zero discharge policies
NSL’s commitment to the environment is not only a matter of conscience but also a good business practice. Their units have a strict zero discharge policy, and at least one-third of the factory area at each of the units is being “greened”. The fully-automated ETP at the Chandole unit uses the biological treatment of effluents, followed by various stages of recovery, to ensure zero discharge and maximum recovery of water.
The management at NSL is especially proud of the fact that their process unit operates in complete harmony with the rice farms that surround it – a major contrast to the pollution that is so often associated with such a unit. NSL is currently working towards extending their environmental program and achieving the ISO 14001 certification and also the OEKOTEX certification, declaring non-usage of banned dyes and chemicals.
Mr. Updeep Singh, COO of NSL Textiles, says: “As a group we do a lot of CSR activities. We have mobile hospitals stationed in a number of neighboring villages. We are also planning adoption of a few villages to provide them with all the basic necessities, including education, medical and basic infrastructure”.

For more than five decades the NSL Group has been working towards the betterment of facilities provided to its employees by setting new standards in the State. Its mission is to create a platform for sustainable rural development, especially in the key areas of education, healthcare, employment, and the transfer of knowledge generated through agricultural research, to the Indian farmer.
NSL Textiles & Apparels aspires to become one of the leading, innovative, eco-friendly and entrepreneurial companies in the natural fibre to affordable fashion domain.