The card has always been at the heart of the spinning process. Only with an effective carding of the fiber can the spinner produce a homogeneous, regular, resistant and clean yarn and therefore ensure efficiency and quality in downstream operations. No machine in the spinning mill can overcome the defects that arise from non-effective carding. Therefore it is necessary that the card properly selects, opens, cleans and parallelizes the fibers without damaging or weakening them.

The carding technology has become even more important with the growing production requirements. Modern competition necessitates production of impressive quantities of yarn in order to minimize the average cost per kilogram. But for the card an increase in production can have serious effects on the quality of the output. Therefore technological innovation has become fundamental to meet the increasingly demanding requirements of modern competition.
From this point of view, Marzoli’s C701 represents a benchmark in carding technology with outstanding productivity and efficiency levels. If compared to the previous model, Marzoli’s C701 allows an increase in production under the same output quality level of up to 50 per cent and a reduction of energy consumption of up to 30 per cent. These results have been achieved, thanks to several technical innovations. This article focuses on those parts introduced in the feed chute and the carding area, these being among the most critical parts of any card.
Integrated feed chute
The feed system of the card is of utmost importance for the consequences it has on sliver regularity and on machine productivity. An even sliver can be obtained only if the feed batt presents a perfectly even distribution of the tufts and high production requires that the feedstock is perfectly open.
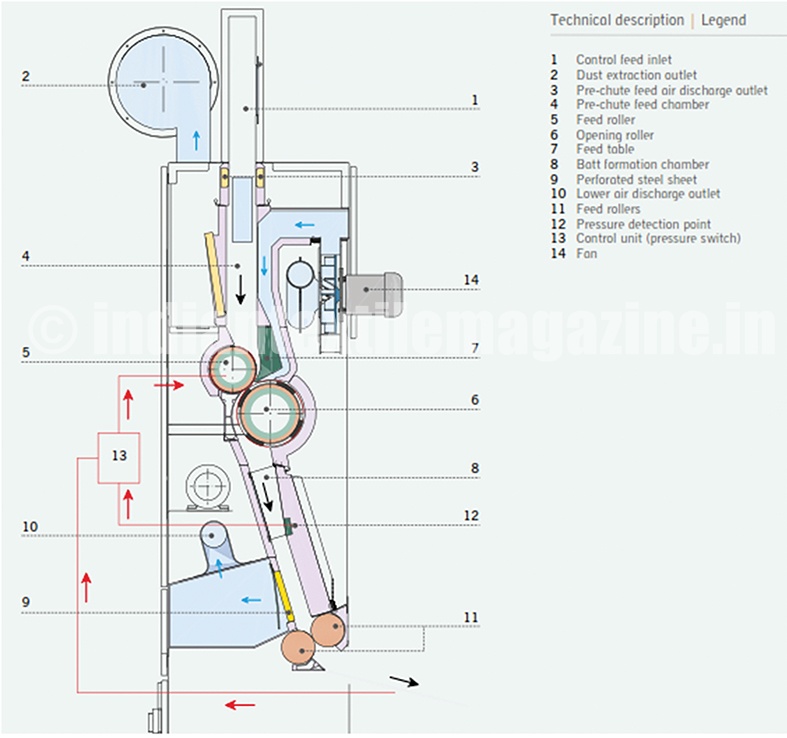
The feed system of Marzoli C701 is a two-piece chute with an integrated opening system: the material enters the pre-chute feed chamber (the reserve chute) (4) and is then delivered through a feed roller (5) that seals the upper half of the feed system to an opening roller (6) which plucks the clamped material and delivers very fine tufts to the batt formation chamber (8). The compressed air introduced directly in the batt formation chamber leaks through the perforated steel sheet (9). The airflow ensures that the tufts are carried in the zone where the perforated steel sheet is currently least covered. This entails the perfect uniformity of the batt along its entire width.
An electronic pressure sensor (12) guarantees constant pressure of the feedstock. If the feedstock becomes too heavy, the tufts would compress, and this would yield irregularities in the sliver. This pressure sensor controls the feed of material to the batt formation chamber by adjusting the speed of the feed roller (5).

The described technology, along with the auto-leveler that adjusts the speed of the feed roller according to the batt width, guarantees the delivery of a perfectly open and even feed batt to the licker-in.
Licker-in
One of the main objectives of a card is to open the fiber material and remove the impurities still present within the feedstock. In the card the working organ that mostly contributes to the achievement of these objectives is the licker-in, a cast iron roller with saw-tooth clothing that plucks the feed batt in very small tufts and cleans them, thanks to carding segments and mote knives.
One of the peculiarities of the Marzoli C701 card is the small diameter of the licker-in, which must thus rotate faster in order to keep the desired peripheral speed. This offers a greater centrifugal force that, in combination with the knife and the carding segments positioned underneath the licker-in, contributes to a very effective elimination of dust and trash.
It is argued that in order to achieve the desired degree of opening in the card several licker-ins are necessary. In reality, in the card the opening of the raw material to individual fibers is carried out through a draft effect occurring between the feed roller and the main cylinder that is not affected by the number and the dimension of the licker-in. In fact, draft is always and only the ratio between the delivery speed and the input speed: the intermediate rollers do not affect the final draft at all.
The draft between the feed roller and the main cylinder of the Marzoli C701 Card is very high (800), ensuring perfect opening of the fiber mass. This adds onto the high cleaning performance of the licker-in, which does not alter the draft effect in any way.
Carding zone
The problem of boosting productivity on the card stems from the fact that in order to increase production levels the card must process greater amounts of material and therefore open up more feedstock in the time unit. The opening effect is usually represented by the number of fibers per point, i.e., the average of total fibers fed in per unit of time over the number of points available in the same time.
Increase in production levels would require a proportional increase in the number of points available in the time unit, and this can be achieved only in two ways: higher roller and cylinder speeds and more carding surface.
Increasing roller and cylinder speeds, however, would be to the detriment of quality: due to the already high speeds of these working organs. A further increase would provoke too much stress on the fibers and on the clothing of the carding flats. All the major textile machinery manufacturers have therefore gone in for the second option and have revised the geometry of their cards.

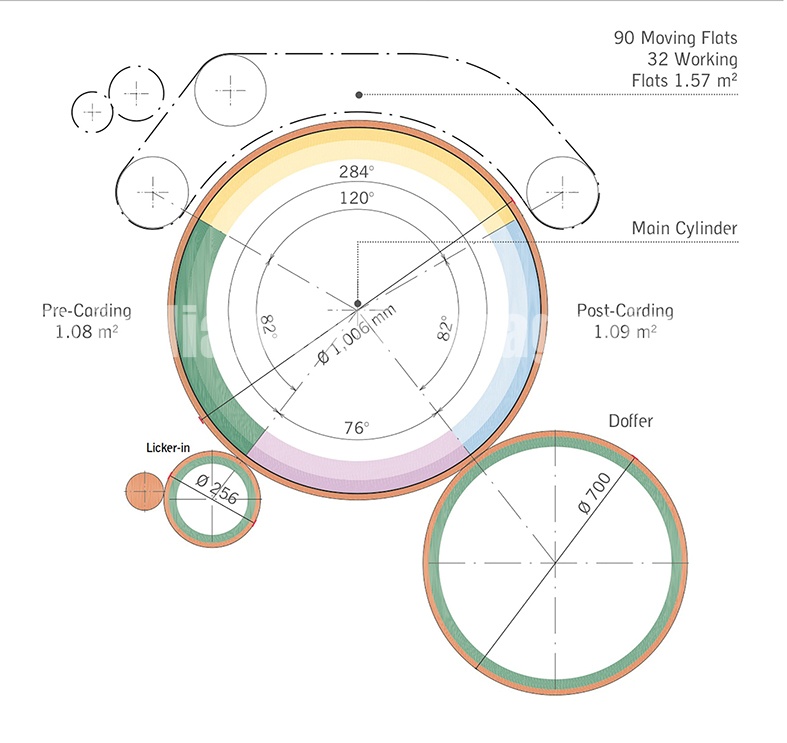
In the Marzoli C701 card the main cylinder has been raised and the licker-in and the doffer have been located underneath. This entails a carding angle, i.e. the angle between the center of the licker-in and the center of the doffer, of 284°. The great carding angle, the diameter of the cylinder of 1 meter and the working width of 1.5 meters entail a carding surface of 3.74 sqm, one of the greatest carding surfaces in the world, thereby reducing the number of fibers per point.
The core of a card is the area of the revolving flats. It is in this zone where the tufts are opened into individual fibers, where the raw material is parallelized, impurities and neps are eliminated and short fibers are removed. It may appear logical that, with a higher number of revolving flats, quality can be enhanced. However, this is true only partially, since elimination of waste can be done only by filling the clothing of the revolving flats. After a certain amount of processed fibers, the flat loses its functionality and needs to be cleaned, with the result the quality of the card sliver keeps improving until a certain number of revolving flats in working position; over this number, quality does not improve because the flats closer to the licker-in are so filled with short fibers and impurities that cannot card anymore.
Marzoli has identified this number in 32 carding flats and has consequently equipped its C701 model with 90 mobile flats, 32 of which are always in contact with the cylinder.
Conclusion
Carding has always been and will continue to be one of the most important phases of the spinning process. The market demand for higher productivity with constant quality levels has made technological advancements on carding operations even more important.
Marzoli C701 has all the features of modern high-performance cards and, thanks to its innovative geometry, represents a technological benchmark to fully satisfy the drivers of modern competition.