offers creative and commercial opportunities
By Aditya Chandavarkar, Founder, Inkjet Forum India
 Digital textile printing began its journey in the early 1990s, and in the initial stages its viability and chances of success were doubted by many since demands of textile applications were extremely high.
Digital textile printing began its journey in the early 1990s, and in the initial stages its viability and chances of success were doubted by many since demands of textile applications were extremely high.
Some challenges posed by textile applications are as follows:
• More than half-a-dozen common types of synthetic and natural fibres, each with its own ink compatibility characteristics.
• Dealing with a stretchable, flexible, highly porous and textured surface.
• High application requirements, including light, wash fastness through finishing operations and often outdoor use, heavy wear, abrasion and cleaning.
• For some apparel applications, challenging registration requirements since separate pieces need to be assembled
• Not just sight, but also touch requirement or the feel of the printed fabric
 Almost 15 years since its evolution and in the face of such odds digital textile still remains popular. The total textile printing market is now estimated at $43 billion with digital printing accounting for around 1.5 per cent. In the industry so far, the pace of technology adoption, market and the supply chain challenges have kept it from going truly mainstream. Primarily flatbed and rotary screen printing dominated the textile printing market for decades. But, with the recent developments providing stability and speed to the technology and the bottlenecks being gradually overcome, digital textile printing is on its way to take away the market share of the traditional printing methods.
Almost 15 years since its evolution and in the face of such odds digital textile still remains popular. The total textile printing market is now estimated at $43 billion with digital printing accounting for around 1.5 per cent. In the industry so far, the pace of technology adoption, market and the supply chain challenges have kept it from going truly mainstream. Primarily flatbed and rotary screen printing dominated the textile printing market for decades. But, with the recent developments providing stability and speed to the technology and the bottlenecks being gradually overcome, digital textile printing is on its way to take away the market share of the traditional printing methods.
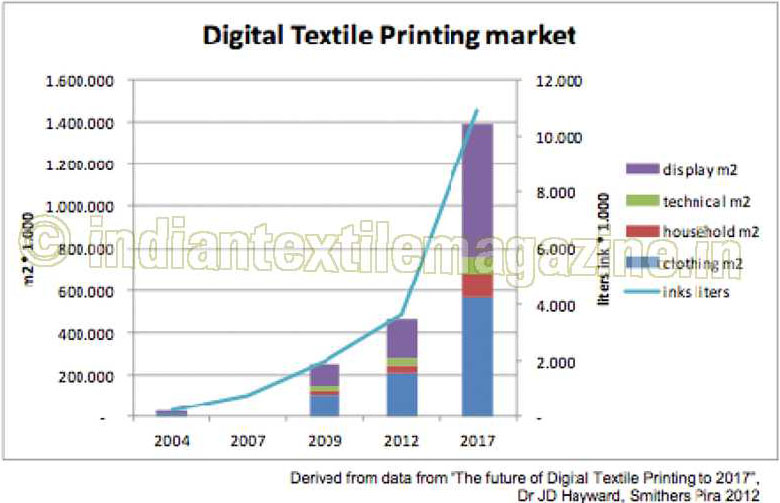
Recent studies indicate that digital textile printing is progressively growing worldwide and volumes are expected to grow to 1.4 billion m2 by 2017 (Fig. 1). The Indian digital textile printing output was 30-40 million m2 and is estimated to grow at 29 per cent annually to touch 75-98 m2 by 2017. Tremendous progress has been made, but there are still many challenges to be met. However, the opportunities for digitally printed textile applications are so large that many technology providers and ink manufacturers are investing heavily in textile and textile-related products and systems.
The textile processing and printing industries cater to a wide variety of end users and speciality printing applications. Digital textile printing opens up a new dimension and makes possible a number of speciality printing applications which are limited only by the imagination and the creativity of printing service providers.
Digital textile printing provides business opportunities in the following areas:
Home furnishing & interior decoration: Production of printed home textiles amounts to around 40 per cent of all printed textiles worldwide. Home furnishing comprises categories like bed linen, towels, curtains, blankets, upholstery, kitchen linen, and rugs & carpets. Digital printing is well suited to the home furnishings and interior decor market. In the conventional process mills are forced to carry tremendous inventory of both print patterns and sewn bed products for a number of years. A mass customization business model deploying digital textile printing allows mills to inventory white goods only, and print, cut and sew as the market demands. A print style will never be obsolete, and the consumer will be able to order replacement pieces any time.
However, digital printing of home furnishings or interior decor only contributes to about 7-10 per cent of the total digital printed output in the world. The slow growth of digital in this segment is attributed to the small number of wider width digital printers and pre/post processing set-ups. Lack of options for a high productivity printing system with pigmented inks for this segment is also a major bottleneck. The leading technology providers in this space with wider width capability include Zimmer Chromojet & Colaris and Regianni & MS.
 Apparel & fashion: It is impossible to discuss the potential of digital textile printing without mentioning creative and commercial opportunities it has in the apparel industry. In recent years the apparel industry has undergone significant changes in terms of how clothing is distributed, forecast and produced. The fashion cycles have drastically reduced the time taken, meaning that retailers must supply new products on a frequent basis. This counter-trend to the current dominant apparel manufacturing supply chain is the appearance of companies like Zara in Europe, UniQlo in Japan and Shanghai Tang in China. This trend requires that lead times must be drastically cut down and the new collection or products must be created and shipped in 6-8 weeks, instead of 6 months.
Apparel & fashion: It is impossible to discuss the potential of digital textile printing without mentioning creative and commercial opportunities it has in the apparel industry. In recent years the apparel industry has undergone significant changes in terms of how clothing is distributed, forecast and produced. The fashion cycles have drastically reduced the time taken, meaning that retailers must supply new products on a frequent basis. This counter-trend to the current dominant apparel manufacturing supply chain is the appearance of companies like Zara in Europe, UniQlo in Japan and Shanghai Tang in China. This trend requires that lead times must be drastically cut down and the new collection or products must be created and shipped in 6-8 weeks, instead of 6 months.
This model is where the value proposition of digital printing fits perfectly as it thrives on just-in-time production and fast turnarounds. This is happening not only in Europe, but is also beginning show up in countries like Turkey, Brazil, India and China. But how fast this conversion to digital takes places depends on the acceptance of this technology by the mainstream supply chain. This space has a mix of entry level printers, including Mimaki, Mutoh & La Mecchanica for sampling and strike-off, which means producing a sample of a single, saleable item for markets such as luxury, entertainment or special events. The higher level production machines for “mass customisation” items include MS, Durst, Regianni, Robustelli Monalisa, Atexco, Kornit Allegro with neo-pigment capability, Zimmer Colaris, Konica Minolta, Miyakoshi and a host of other manufacturers.
Direct to garment printing: Digital inkjet systems that support the ability to print on assembled products are referred to as Direct-to-Garment or DTG printers. In the last two to three years there has been considerable growth in this technology, and all available systems are now being used for direct to consumer applications and by start-ups for printing of short runs and customized shirts.
Currently available equipment falls into two general categories:
• Based on Epson desktop technologies, represented by vendors like Anajet, Azon, DTG and MS.
• The equipment which makes use of industrial printhead systems to support greater print speed.
The second category is more robust. Vendors of this type of technology include Aeoon, Brother, Kornit Digital and Shima Seiki. Along with the hardware the systems which are integral for successful adoption of direct to consumer and small systems quantity print strategies include supporting software solutions for enabling print customization, online ordering and automation and management of data flow to multiple print machines.
In the current conventional process there is possibility of color waste associated with over-mixing, ink storage and screen cleaning. There is also consumption of water associated with screen engraving and reclamation. Thus implementation of a DTG strategy at the production level will offer an alternative to this scenario and will support small quantity, print-on-demand and rapid replenishment capabilities among traditional volume providers.
With direct to garment printing there is reduced leadtime in producing printed garments, opening up possibilities for smaller lots and more variety. By pursuing this concept in full, it becomes possible to produce individual garments for one-off applications, realizing mass customization.
Soft signage: This is a non-traditional textile application and is one of the fastest growing areas in digital textile printing. Two processes are available for printing polyester-based substrates used for the soft signage application: “direct to fabric” and “dye sub” which utilises sublimation/transfer paper. Both the systems use disperse dyes selected from specific low-energy disperse dyes used in the analogue textile dye sublimation transfer printing industry for over 40 years.
Although the “direct to fabric” method gives productivity benefits, there is no need to go through a paper intermediate step, with consequent higher production rates and cost benefits (no transfer paper costs and no capital purchases of heat transfer calenders), the method does have some drawbacks, such as lower print definition compared to the “dye sub “method and the possibility of mark-off on adjacent white areas.
At the moment, the disperse “dye sub” transfer method is still the major method of digitally printing polyester for the soft signage application. The “direct to fabric” route has recently gained popularity in the soft signage area, mainly owing to its productivity and overall cost benefits.
Reports indicate that in both low- and high-end markets about three-fourths of output on dedicated roll-to-roll textile printers is soft signage and one-fourth is the other apparel-related output. In other words, soft signage is driving the growth of roll-to-roll dedicated inkjet textile systems. This was reiterated by the launch of super-wide printers targeted at the soft signage market by Regianni, MS, Pod Iberia, EFI, Mutoh, Roland, AGFA, Hollanders, Dgen and ATPColors at FESPA 2013. The market for polyester as an alternative to vinyl for soft signage is increasing due to the advantages like ease of handling, aesthetic properties and, most importantly, environmental considerations.
 High-speed innovation – changing landscape
High-speed innovation – changing landscape
There has been a generational leap forward with the recent introduction of high-speed single systems that are competitive with screen and rotary screen textile printing both in terms of production speeds and costs. The use of high-quality, high-speed inkjet print-head technology in these high-end systems enables production of hundreds, and even thousands of sq. metres per hour that are robust enough to run 24 hours a day, 7 days a week. Two such examples are the MS LaRio and the Zimmer Colaris NF.
The LaRio by Ms Srl, Italy, prints over 8,000 m²/hr of fabric, while still keeping high image quality with its use of 600,000 inkjet nozzles! The Zimmer Colaris NF is a single pass digital printing system specially developed for narrow fabrics with varied applications such as car seat belts, ribbons, lanyards and elastic for innerwear and other similar items. Digital textile printing is always pushing the boundaries of innovation and has come a long way since its inception.
It is important to see it as a complimentary technology to conventional printing as compared to competition. Conventional printing will continue to be used for textile products which are produced in long runs and where time-to-market is not a critical issue. On the other hand, digital printing will cater to premium textile products, custom textile products, brands that desire local textile production, and to products where time-to-market is critical. Digital textile printing will definetly change the landscape of textile printing worldwide!