The risky process requires a dedicated testing regime

Yarn quality and production cost are influenced by many factors, from raw material selection to the various processes in the spinning mill. If there is one process which is most closely identified with added quality in yarns, it is combing. Yet the combing operation demands special attention if the potential quality benefits are not to be outweighed by its high cost and excessive levels of wasted fiber. Proper testing is essential, preferably double testing with USTER AFIS PRO 2 and USTER TESTER 5, to ensure the optimum balance between the cost and quality.
Yarn engineering describes how spinning mills apply their know-how to create the ‘ideal’ yarn, with the combination of quality and performance their customers demand. It is a complex task, made even more difficult by the obvious need to ensure that each part of the process is as cost-effective as possible for the mill.
Of all the mill processes, combing is the supreme discipline for successful yarn engineering. Apart from carding, no other production step has the same influence on product quality and cost, while maximizing the raw material. In combing, the critical decisions center around the amount of waste fiber. That’s where the quality-cost balance is established. The parameters here are fiber length, short fiber content and neps, and this data is provided by testing with the USTER AFIS PRO2. The AFIS test results allow an initial prediction of yarn quality to be produced. They can also be used to analyze combing machine performance, an important facet of the entire production process.
Double-check testing
The crucial need to control the combing operation properly means that a double-check testing procedure is strongly recommended. Firstly, the comber noil should be tested with the USTER AFIS PRO2. The goal here is to check that no quality-enhancing long fibers are lost. Spinners will want to find only short fiber content of less than ½ inch (12.7 mm) in this waste material.
To gain a full picture of the yarn quality, the USTER TESTER 5 is also required. This system, trusted worldwide at the heart of the quality laboratory, provides values for all the most important yarn parameters. Values for evenness (CVm) and hairiness from the USTER TESTER 5 give a clear view of the yarn quality being produced, and allow spinners to forecast how the yarn will perform in the finished fabric. It’s a kind of early-stage predictor of customer satisfaction. This same data also confirms that the combing machine is running well – another useful double check of this process.
Every spinning mill process has its costs, but combing is both the most complex and the most expensive. The aim is difficult: to comb out as much as necessary but as little as possible. The risks are significant: too many short fibers remaining at spinning will impact badly on fabric appearance, making it look uneven, cloudy and neppy. At this stage, the damage is done and it’s too late to correct it.
To avoid this outcome, spinners supplying demanding customers often choose to balance their combing settings more towards quality. Spinners taking this option need to be aware that an increased level of noil removal does not produce a proportionate increase in quality. In this respect, recent mill trials by USTER produced some interesting conclusions.
Mill trial results
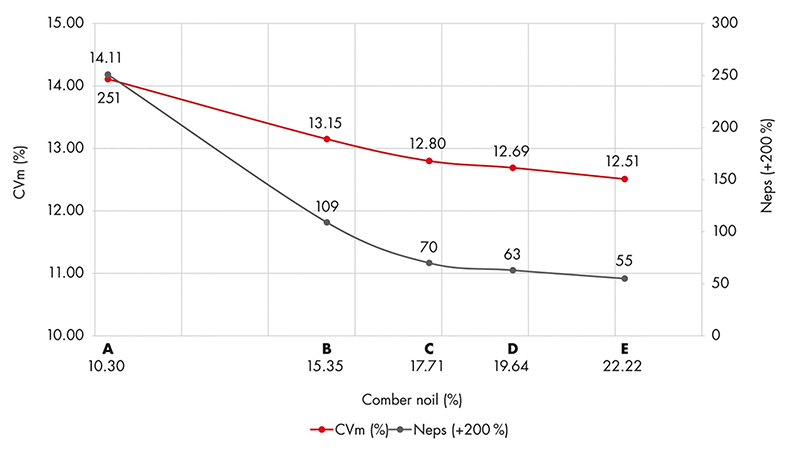
The objective of the test was to investigate the influence of short fiber content on the spinning process and subsequent processes. Sliver was combed in five different levels (A to E) from 10.30 to 22.22 noil percentage. The accompanying graph shows the test results for CVm and neps. The biggest change came when comparing the examples with the lowest and second-lowest (15.35%) noil percentage. Here the nep quantity was reduced from 251 to 109. From the second-highest (19.64%) to the highest noil percentages, the change was only from 63 to 55. Other significant changes are seen within the values for evenness.
Again comparing the examples with the lowest and the second-lowest noil percentages, the CVm varies from 14.11% to 13.15%. The improvement of CVm between the second-highest and the highest noil percentages is comparably low (going from 12.69% to 12.51%) and not worth the raw material loss.
With regard to noil percentage, the mill trials confirmed that there is a point of diminishing returns where quality is not impacted significantly. The correct balance between the quality and raw material waste is key.
Cost aspects
The cost to a mill by not optimizing combing comes at the expense of waste and quality. In a typical mill with 50,000 spindles and a raw material cost for a Ne 30 yarn of $1.43/kg, even a small increase in waste of 0.1% has a notable impact on production costs, amounting to about $1.43 per 1000 kg yarn produced. With insufficient or no short fiber and nep testing on USTER AFIS PRO 2, defects in the final fabric would cost such a mill $3,000 per 1000 kg yarn produced. In contrast, a Turkish mill with optimized AFIS testing reported a reduction of comber noil by 2-3% with no loss in yarn quality.
Challenges and opportunities
The key to keeping customers happy is consistent quality, which is the main objective of good yarn engineering. Part of this is a regular testing program. USTER recommends weekly tests on fiber length, short fiber content and neps with the USTER AFIS PRO. For a full list of these tests, access (www.uster.com/combingposter). Routine test plans with the USTER TESTER 5 should also be in place for evenness, imperfections and hairiness (www.uster.com/ringspinningposter).
The benefits of a proper testing regime will obviously include optimized yarn quality, with a consequent reduction in the risk of claims. Applying the test reports with a special emphasis on combing will also point the way to correct machine settings, with a further positive impact on production cost and profit. Getting the balance right in these processes enables the mill to make the most of its raw materials and the best of profit.
The Uster Group is the leading high-technology instrument manufacturer of products for quality measurement and certification for the textile industry. The group provides testing and monitoring instruments, systems and services that allow optimization of quality through each individual stage of textile production. This includes raw textile fibers such as cotton or wool, all staple fiber and filament yarns, as well as downstream services to the final finished fabric. The group also provides benchmarks that are a basis for trading of textile products at assured levels of quality across global markets. The group’s aim is to forward know-how on quality, productivity and cost to the textile industry.