Visionary Approach to ‘Farm to Fibre to Factory to Fashion to Foreign’
The Sky Group, based in Gujarat, stands as one of the very few textile mills in India to fully embrace the ambitious ‘Farm to Fibre to Factory to Fashion to Foreign’ (5F) vision promoted by our Prime Minister Mr. Narendra Modi. The Group’s operations span the entire textile value chain, from cotton farming and ginning to spinning to knitting to fabric processing which includes dyeing and printing to garment manufacturing, and exports of yarn, fabrics, and finished garments.
In pursuit of excellence, Sky Group has placed its trust in Color Service, a cutting-edge color kitchen solution provided through A.T.E. Enterprises, to meet the precise requirements of fashion brands for consistent and accurate dye shades in fabrics. This partnership underscores One Sky’s commitment to innovation and quality at every stage of production.
Diversified Divisions and Vertical Integration
The Sky Group is comprised of five distinct but interconnected companies, each specializing in a key area of textile production. Shree Ganesh Cottex is the cotton ginning division, Sky Spintex is the spinning division, Sky Textiles is the knitting, dyeing, and printing division, Sky Primewear is the garmenting division, while Sky International manages online and offline sales of fashion garments.
Together, these divisions work in harmony to produce a full range of textile products, from raw cotton to finished garments, ensuring the highest quality at every step. The entire manufacturing setup spans 40 acres of land, with a total built-up area of 20 acres, which also includes accommodation for the workforce. The company employs 3,000 people, with 1,500 women workers making up a significant portion of the labor force. Women workers dominate the first shift in the spinning mill and account for 80% of the workforce in the garmenting division.

Cotton Ginning
The Sky Group’s journey in the textile industry began with cotton farming, a practice they have been engaged in for many decades. In 2008, the company ventured into cotton ginning by establishing Shree Ganesh Cottex, which is approved under the Technology Mission on Cotton (TMC) of the Government of India. The ginning unit spans 35,000 sq. yards and features 34 rollers, with a daily production capacity of 250 cotton bales, each weighing 170 kg. Over time, the facility has been modernized with automated ginning machines, significantly enhancing efficiency and production quality.
Spinning Division

In 2017, the Sky Group expanded into yarn production by setting up a modern spinning mill, Sky Spintex, which operates 27,360 spindles with a daily production capacity of 22 tons of combed compact yarn. The yarn counts range between 20 and 40 Ne, catering to a wide range of textile applications. The spinning mill uses high-end machinery provided by A.T.E. Enterprises including Truetzschler, ensuring top-notch yarn quality and consistency and a laboratory featuring advanced testing equipment from MAG Solvics, which plays a crucial role in maintaining high standards of production.
Knitting, Dyeing, and Printing
The Group’s commitment to value addition led them to expand into knitting, dyeing, printing, and garment manufacturing, all housed in a facility adjacent to their spinning mill. The knitting division operates 40 high-speed automatic circular knitting machines and flat knitting machines. The division produces 20 tons of fabrics daily, ranging from 18 to 28 gauge. They offer a variety of fabrics, including pure cotton and cotton blended with elastane and polyester.
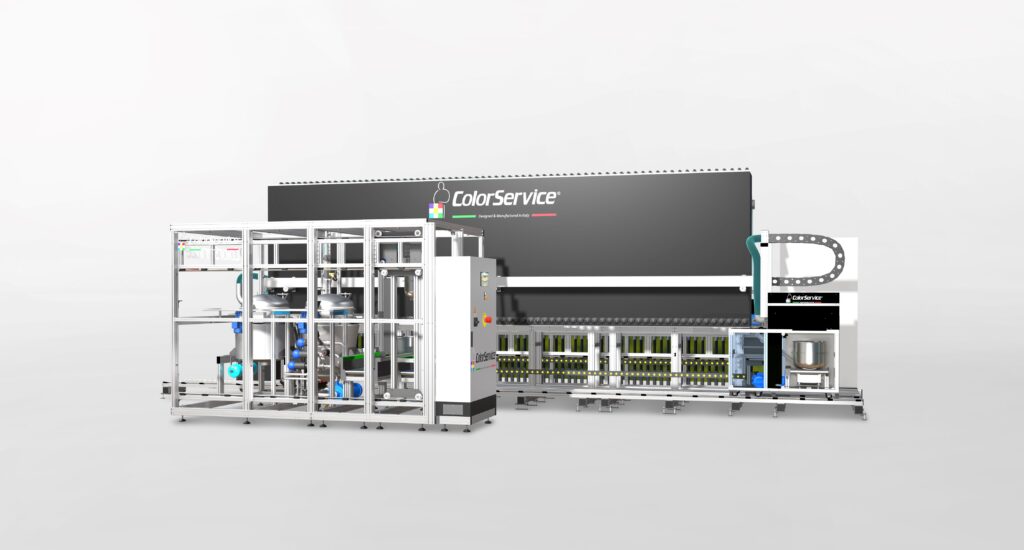
Additionally, Sky Group also set up a fabric processing greenfield project with a daily production capacity of 20 tons. A.T.E. Enterprises has provided state-of-the-art machineries, including an 8-color rotary printing machine from Zimmer, Austria and a fully automatic dosing system for chemical liquids from Color Service, Italy. These advanced technologies are essential for achieving the precision and consistency of color shades, which are vital for satisfying the rigorous requirements of fashion brands. Additionally, the finishing processes are executed using innovative technology from Corino.
Color Service: Ensuring Accuracy and Efficiency in Dyeing and Printing

One of the key reasons behind Sky Group’s decision to implement Color Service from A.T.E. Enterprises is the need for consistent and accurate color matching, which is essential when dealing with high-end fashion brands. Traditionally, color recipes are prepared manually, which often leads to discrepancies in color shades, resulting in fabric rejections.
Mr. Vipul Patel, Director of Sky Textiles, emphasized that by adopting Color Service, Sky Group has ensured that every batch of dyed and printed fabrics meets the exact shade required by buyers, eliminating the risk of rejection. Moreover, the system allows for the storage of color recipes, which can be easily retrieved for future production runs, ensuring uniformity across batches.
The Color Service color kitchen has also brought several operational benefits to Sky Group, such as reducing manpower requirements and minimizing wastage of dyes and textile chemicals, which is typically a problem in manual processes. The decision to choose Color Service was based on positive feedback from other mills that had successfully implemented the system.

Garment Manufacturing
In addition to its textile manufacturing capabilities, Sky Group also operates a garmenting division, Sky Primewear, which produces apparel for men, women, and children, including newborn clothes. The garmenting division has more than 400 stitching machines, sourced from Juki, Kansai, Yamato, and Siruba, enabling it to cater to the growing demand for high-quality garments. The company manufactures products for major fashion brands like First Cry, Reliance, Bewakoof, Zudio, and Myntra, while also selling its own brand, “One Sky” both online and offline.
Sky Group has set up a government apparel training unit within its premises, providing skill development opportunities for both men and women, who are then employed in the garment factory, further contributing to the community’s development.
Sustainability Initiatives
Looking towards the future, Sky Group has set ambitious sustainability goals, aiming for a zero-carbon footprint by 2050. Currently, the spinning mill runs on 100% solar energy, generated by a 12 MW solar plant. In the next phase, the company plans to add another 12 MW solar plant to power its dyeing and printing unit, making its entire textile production process sustainable. Additionally, Sky Group intends to replace traditional coal with bio-coal for its boilers, further reducing its environmental impact.
The company also plans to implement battery-operated trucks for the transportation of goods to and from the mill, contributing to the reduction of greenhouse gas emissions.
Sky Group has already managed to reduce its water footprint by 25% and recycles 96% of its effluents through a Zero Discharge Plant (ZLD). Furthermore, the company is committed to using at least 20% recycled polyester fibers to reduce plastic waste and promote a circular economy.
The Sky Group has also achieved several industry certifications, including Better Cotton Initiative (BCI), ZDHC, Global Recycled Standard (GRS), GOTS, Oeko-Tex Standard 100, SEDEX, Higgs Index IV, and Regen Agri. It is also certified under ISO 9001-2015 and ISO 14001, underscoring its commitment to quality management and environmental sustainability.
Expanding Capacity and Enhancing Efficiency
As Sky Group continues to grow, the company is focused on expanding its production capacity. At its printing unit, the Zimmer machine supplied by A.T.E. Enterprises has helped boost output to 150 tons of printed fabric per month, compared to 100 tons at other mills.
The company plans to further expand the production capacity, especially in printing and increasing its garmenting output from the current 20,000 pieces per day to 100,000 pieces per day. Additionally, the company aims to convert all the fabrics produced in its knitting division into finished garments, optimizing its operations for maximum efficiency.
Sky Group’s dedication to quality, sustainability, and innovation has positioned it as a leader in the Indian textile industry. With its forward-thinking approach and emphasis on technology, environmental responsibility, and social welfare, the company is poised to achieve even greater success in the years to come. As it continues to expand its capacities and enhance its processes, Sky Group remains committed to meeting the evolving demands of the global fashion industry while making a positive impact on the environment and society.